
Язык

A Бумага ТУбе машинаНа первый взгляд все выглядит просто: сверните бумагу, нанесите клей, отрежьте нужную длину. На реальных заводах болевые точки проявляются быстро: нестабильная прочность труб, беспорядок с клеем, частые простои, медленная смена размеров, и непоследовательные сокращения, которые приводят к растратам и жалобам клиентов. В этой статье рассказывается о процессе изготовления трубок, наиболее распространенных производственных проблемах и возможностях машины, которые на самом деле решить их. Вы также получите практический контрольный список покупок, таблицу функциональных возможностей и руководство по техническому обслуживанию, чтобы вы могли запустить стабильные сдвиги с меньшим количеством сюрпризов.
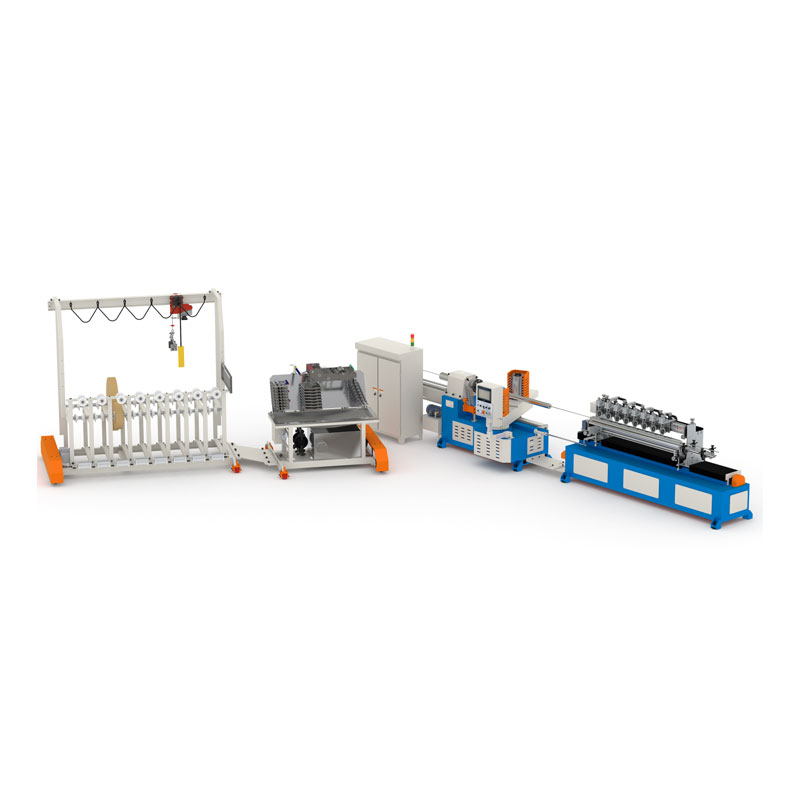
A Машина для изготовления бумажных трубокформирует трубки путем намотки нескольких слоев бумаги на оправку (иногда называемую валом или сердечником), склеив их клеем, а затем обрезав трубку до необходимой длины. В зависимости от вашей отрасли готовый тубус может представлять собой упаковочный тубус. пленка или текстильная сердцевина, композитный корпус банки или конструкционная трубка, используемая в качестве защитного рукава.
Разница между «производителем трубок», который просто работает, и линией, которая печатает деньги (вежливо), заключается в последовательности: постоянное натяжение, равномерное нанесение клея, постоянное давление намотки и равномерная резка. Когда эти переменные отклоняются, вы получаете слабые трубки, овальность, расслоение, пыль, загрязнение клеем или плохой допуск по длине.
Болевая точка 1: непостоянная прочность трубки.
Клиентов не волнует, что партии бумаги различаются или что влажность изменилась в одночасье. Если трубка сминается, расслаивается, или разваливается при намотке/упаковке, вы теряете доверие и маржу. Проблемы с прочностью обычно связаны с контролем натяжения бумаги. однородность клея и стабильность давления намотки.
Болевая точка 2: беспорядок с клеем и нестабильное соединение.
Слишком большое количество клея приводит к скольжению, загрязнению и простою очистки. Слишком малое количество вызывает расслоение и слабость суставов. Контролируемый путь подачи клея (и удобная для оператора процедура очистки) часто являются самым быстрым обновлением окупаемости инвестиций.
Болевая точка 3: Медленные переключения
Если смена диаметра или толщины стенок занимает вечность, вы избежите разнообразия продукции и пропустите заказы. Быстрая смена размеров зависит от механизмов быстрой настройки, четких рекомендаций по настройке и стабильных цифровых рецептов.
Болевая точка 4: низкая точность резки и неровные края.
Плохие обрезки проявляются в виде несоответствия длины, заусенцев, смятых концов и жалоб клиентов. Стабильность резки зависит от жесткости, состояния лезвия, синхронизации со скоростью подачи трубы, и чистый метод удаления пыли.
Если вы оцениваете новую линию, не начинайте с вопроса: «Какова максимальная скорость?» Начните с вопроса: «Какая скорость при наших характеристиках трубки остается стабильной в течение всей смены без качественного дрейфа?»
Понимание процесса поможет вам определить, где проявляется нестабильность. В большинстве случаев производство бумажных туб следует следующей последовательности:
КонюшняМашина для изготовления бумажных трубокэто не «одна особенность». Это цепочка: если напряжение ослабевает, клей становится неровным; если клей неровный, давление намотки ведет себя по-разному; если давление намотки изменится, качество резки изменится. Хорошее оборудование делает цепочку предсказуемой.
Вот возможности, которые имеют наибольшее значение, когда производство реально, а не теоретически:
| Производственная проблема | Возможности машины, которые помогают | На что следует обратить внимание во время оценки |
|---|---|---|
| Расслоение трубки/слабое соединение | Стабильное нанесение клея и контролируемый путь клея | Равномерная клеевая пленка, легко очищаемые детали, четкие диапазоны настройки в зависимости от плотности бумаги и толщины тубуса. |
| Овальные трубы/плохая округлость | Жесткая система формовки и стабильное давление намотки. | Стабильные показания внешнего и внутреннего диаметра трубки, минимальная вибрация, плавный ход на заданной скорости. |
| Морщины и несовпадение слоев | Хорошая направляющая бумаги и стабильность натяжения | Чистый путь полотна, надежное торможение/управление, повторяемость выравнивания после замены мотовила. |
| Неровные края/несоответствие длины | Точная синхронизация резки | Отрежьте образцы на протяжении длительного периода: проверьте наличие заусенцев, смятых концов, согласованность допусков по длине. |
| Слишком много мусора во время запуска | Быстрая настройка и удобные элементы управления. | Простая настройка параметров, четкие индикаторы, стабильные результаты после перезапуска. |
| Простои из-за чистки и застреваний | Доступ для обслуживания и предсказуемые расходные материалы | Простые этапы очистки, доступные зоны клея/резки, стандартные изнашиваемые детали. |
Обратите внимание, чего не хватает: расплывчатых обещаний. Лучшие разговоры о покупке вращаются вокруг характеристик вашей трубки и вашей новой реальности. Если поставщик может объяснить, как егоМашина для изготовления бумажных трубокостается стабильным в течение длительного времени, особенно во время смены барабанов и перезапусков. именно тогда вы приближаетесь к правильному решению.
Прежде чем сравнивать котировки, зафиксируйте свои требования. Машина, которая идеально подходит для тонкостенных упаковочных туб, может оказаться неправильной для тяжелых промышленных стержней. Используйте приведенный ниже контрольный список, чтобы не покупать «почти правильно».
Определите свои требования к трубам
Попросите пробного мышления
| Что проверять | Как это проверить | Ключ к успеху/неудачности |
|---|---|---|
| Стабильность размеров (наружный/внутренний диаметр/круглость) | Измерьте трубки в течение длительного времени и после перезапуска. | Минимальный дрейф, стабильные показания без постоянного поворота ручки. |
| Стабильность прочности соединения | Разрезаем поперечные сечения и проверяем равномерность склеивания слоев. | Нет явных сухих зон, нет чрезмерного выдавливания клея. |
| Качество резки | Осмотрите концы на наличие заусенцев/смятий; проверить допуск по длине | Чистые края и повторяемая длина для разных партий. |
| Опыт оператора | Попросите операторов выполнить процедуру замены катушки + перезапуска. | Процесс остается спокойным; настройка понятна и повторяема |
| Реализм обслуживания | Пошаговые инструкции по очистке и замене изнашиваемых деталей. | Доступный дизайн и простые процедуры, которые невозможно пропустить. |
Контроль качества при производстве труб не должен быть сложным; оно должно быть последовательным. Если вы используетеМашина для изготовления бумажных трубокв масштабе небольшой дрейф быстро становится дорогим.
Совет для профессионалов: если ваш лом всплывает «случайно», обычно это не случайно — отслеживайте, когда это происходит (после смены катушек, после остановок, во влажные периоды), и вы найдете закономерность, которую сможете исправить.
Время безотказной работы — это стратегия, а не желание. Самый простой способ сохранитьМашина для изготовления бумажных трубокстабильно – это относиться к техническому обслуживанию как к части производства. Вот практический подход, который используют многие растения:
| Частота | Что делать | Почему это важно |
|---|---|---|
| За смену | Очистите места контакта клея, удалите бумажную пыль возле разреза, проверьте очевидную неплотность. | Предотвращает накопление, которое приводит к нестабильности соединения и плохому резу. |
| Ежедневно | Осмотрите лезвия/инструменты, проверьте основные направляющие выравнивания, проверьте движущиеся части на предмет необычного шума. | Улавливает износ раньше, прежде чем он станет металлоломом и простоем |
| Еженедельно | Регулярная смазка, более глубокая очистка, проверка натяжения и стабильности подачи. | Стабилизирует процесс и предотвращает дрейф |
| Ежемесячно | Просмотрите запас запасных частей, проверьте основные изнашиваемые компоненты, обновите обучение операторов. | Уменьшает количество аварийных остановок и обеспечивает единообразие операций между командами. |
При устранении неполадок начните с симптомов и действуйте в обратном порядке: если резы грубые, не вините сразу лезвие — проверьте стабильность подачи трубки и вибрацию. Если появилось расслоение, не стоит сразу винить бумагу — проверьте равномерность клея и дрейф натяжения. Спокойный диагноз всегда лучше панических корректировок.
Покупка оборудования – это одно. Другое дело — бесперебойно работать в течение многих лет. Хорошие отношения с поставщиками обычно включают в себя: практическая поддержка при вводе в эксплуатацию, четкое руководство по эксплуатации, доступные изнашиваемые детали и быстрое обслуживание для устранения неполадок. Цель проста: сделайте вашу линию предсказуемой, чтобы график доставки оставался надежным.
Если вы исходите из Вэньчжоу Feihua Printing Machinery Co., Ltd., относитесь к разговору как к производственному плану: поделитесь характеристиками вашей лампы, материальной реальностью и целевой производительностью, а затем спросите, как машина остается стабильной в течение длительного времени, перезапуски и частые изменения размера. Качество ответов, которые вы получите, расскажет вам больше, чем может дать брошюра.
Вопрос: Какую информацию я должен подготовить, прежде чем запрашивать предложение на машину для производства бумажных туб?
А:Подготовьте диапазон диаметров труб, диапазон толщины стенок, диапазон длин, плотность бумаги/количество слоев, предпочтительный тип клея, целевую производительность за смену и любые особые требования (концевая обработка, контроль пыли, жесткие допуски, частая смена размеров). Чем четче ваши данные, тем точнее рекомендации.
Вопрос: Как узнать, связаны ли проблемы с прочностью трубки с машиной или с необработанной бумагой?
А:Проверьте шаблоны. Если расслоение резко возрастает после замены катушки, остановки или влажной смены, вероятно, это связано со стабильностью процесса (натяжение, однородность клея, давление намотки). Если это происходит последовательно во всех условиях, движущей силой может быть совместимость сырья или клея.
Вопрос: Как можно реалистично оценить качество резки?
А:Не судите по нескольким образцам. Попросите длительную работу в соответствии со своими спецификациями, а затем проверьте обрезанные концы и постоянство длины с течением времени, особенно после перезапуска. Постоянная чистота и точность имеют большее значение, чем один «идеальный» разрез.
Вопрос: Всегда ли более высокая скорость лучше?
А:Только если качество будет стабильным в течение всей смены. Высокая скорость с изменяющимися размерами или частыми остановками для чистки может привести к менее продаваемой продукции, чем немного более медленная и устойчивая линия.
Вопрос: Какие задачи по техническому обслуживанию наиболее непосредственно влияют на качество?
А:Очистка клеевого участка, удаление пыли в зоне резки и регулярные проверки на вибрацию и ослабление крепления — это большие преимущества. Это предотвращает «небольшой снос», который незаметно приводит к образованию отходов.
Готовы подобрать подходящую машину для производства бумажных туб в соответствии с вашими техническими характеристиками и ежедневной производительностью?
Сообщите нам свой диапазон диаметров, толщину стенок, допуск по длине, тип бумаги и целевую емкость — и мы поможем вам составить схему практической конфигурации. приоритетом является стабильное производство, быстрая переналадка и чистый раскрой. Если вы хотите меньше сюрпризов и более предсказуемые изменения, связаться с намичтобы обсудить вашу заявку и запросить индивидуальное решение.











