
Язык

Бумажные тубы выглядят просто, но любой, кто их покупает или производит, знает головную боль: жалобы на расслоение, неравномерную толщину стенок, беспорядок с клеем, нечеткие края, телескопирование, плохую округлость и постоянные простои из-за замены лезвий или плохой подачи бумаги. В этой статье рассказывается, что на самом деле вызывает эти проблемы и как их решить.Машина для изготовления бумажных трубокможно настраивать, эксплуатировать и обслуживать для обеспечения стабильного качества в любом масштабе. Вы получите практичный контрольный список покупок, производственный процесс, предотвращающий распространенные дефекты, таблицу, в которой сравниваются варианты машин, процедуру контроля качества, которой доверяют клиенты, а также руководство по устранению неполадок, которое операторы могут использовать на производстве.
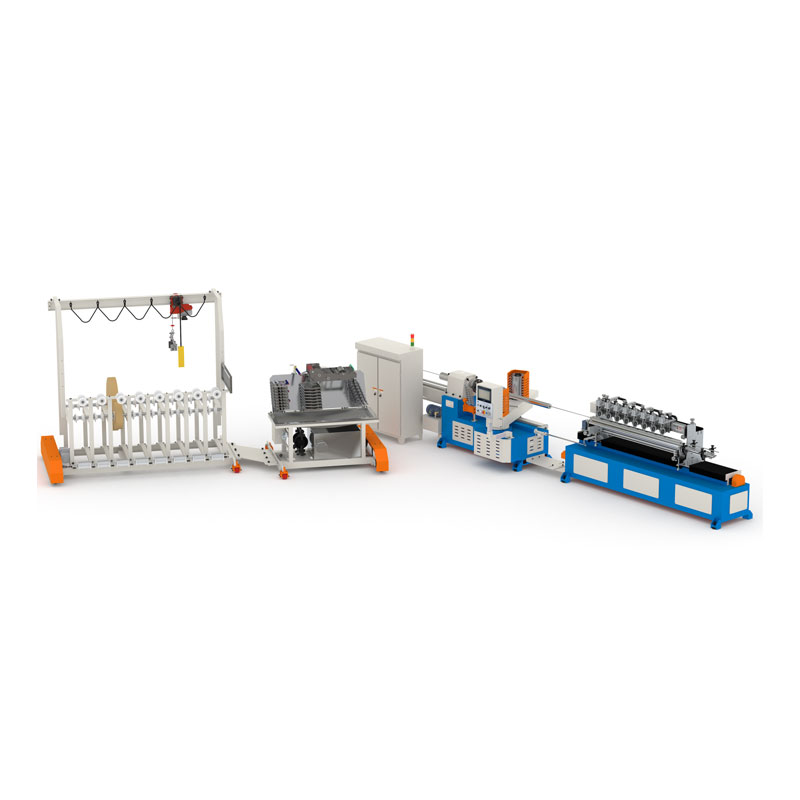
Когда покупатель говорит: «Ваши трубки не соответствуют друг другу», он обычно имеет в виду одну из этих конкретных проблем. Хорошо настроенныйМашина для изготовления бумажных трубокследует предотвращать их появление у источника, а не путем сортировки плохих трубок после того, как они уже изготовлены.
Если вы покупаете тубусы для упаковки, этикеток, пленок, текстиля, бумажной фабрики или для использования в строительстве, ваших клиентов интересуют одни и те же две вещи:повторяемостьичистые края. Все в вашем процессе должно защищать эти результаты.
Трубопровод – это система. Если вы сосредоточитесь только на «скорости машины», вы в конечном итоге будете производить лом быстрее. Вот рабочий процесс, который вы должны оценить шаг за шагом:
Если ваши нынешние лампы выходят из строя «случайно», причина редко бывает случайной. Обычно это изменение натяжения, вязкости клея или износ оправки, которые никто не измерял, пока клиенты не пожаловались.
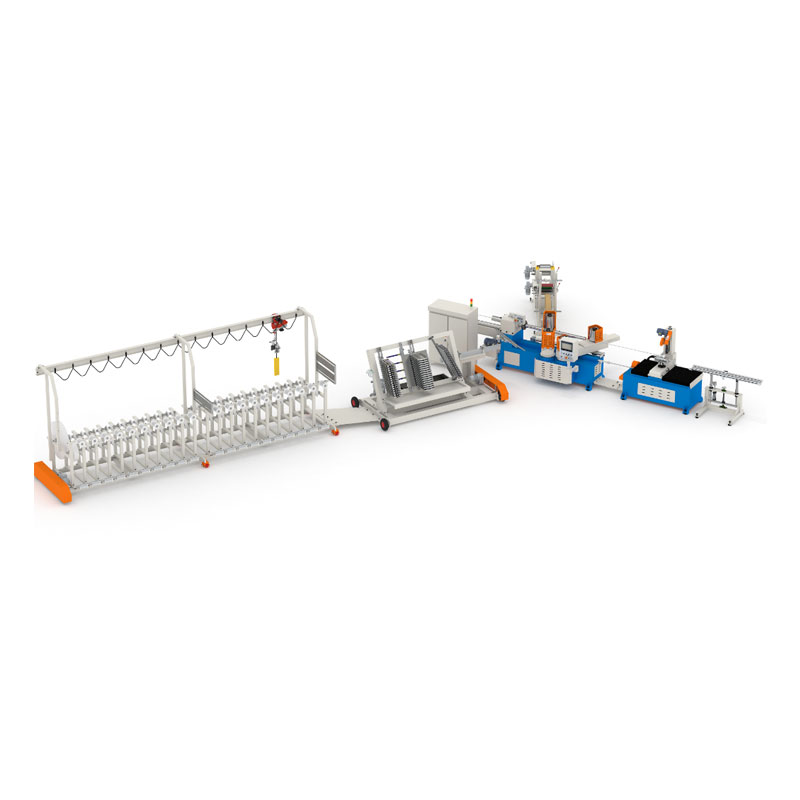
Не для каждого применения труб требуется один и тот же метод изготовления. Используйте таблицу ниже, чтобы подобрать тип машины в соответствии с требованиями к продукту.
| Тип машины/процесса | Лучшее для | Сильные стороны | Берегитесь |
|---|---|---|---|
| Спиральная обмотка | Тубы для общей упаковки, текстильные сердечники, сердечники для этикеток, защитные тубусы. | Высокая эффективность, гибкие размеры, стабильная производительность при контроле натяжения | Требуется хорошее натяжение/стабильность клея, чтобы избежать расслоения и овальности. |
| Конволютная обмотка | Высокоточные трубы, более толстые стенки, приложения, требующие более жестких допусков. | Отличный потенциал округлости, прочная структура, чистое расположение слоев. | Более высокая чувствительность настройки; ширина и выравнивание бумаги должны быть одинаковыми |
| Руководство / Линия начального уровня | Маленькие партии, тестирование новой трубной продукции, ограниченный бюджет | Низкие первоначальные затраты, простое обучение | Производительность во многом зависит от навыков оператора; труднее сохранять последовательность |
| Полуавтоматическая линия | Растущие предприятия, которым требуется стабильная производительность без затрат на полную автоматизацию. | Сбалансированная производительность, более стабильный контроль ключевых этапов | Все еще требуются стандартные рабочие процедуры для предотвращения смещения настроек. |
| Линия высокой автоматизации | Большие заказы, сжатые сроки доставки, строгий контроль качества для клиентов. | Повторяемость, меньшая зависимость от рабочей силы, лучшее масштабирование | Требует дисциплинированного обслуживания и планирования запасных частей. |
«Лучший» вариант — это тот, который соответствует допуску вашей трубы, диапазону диаметров, толщине стенок и ожиданиям клиента, а не тот, у которого самое большое значение скорости в брошюре.
Если вы хотите избежать угрызений совести покупателя, зафиксируйте свои требования, прежде чем сравнивать предложения. Вот практический контрольный список:
Совет для профессионалов: задайте себе этот неудобный вопрос:«Что произойдет, если мой лучший оператор уйдет?»Если ваше качество падает, значит, у вас еще нет процесса; у тебя есть человек. Правильно указанныйМашина для изготовления бумажных трубока документированные настройки снижают этот риск.
Чтобы заслужить доверие, не нужна сложная лаборатория. Вам нужна последовательность и отслеживаемость. Используйте простую процедуру, которой смогут следовать операторы:
Самым мощным улучшением является отслеживаниепричины отказа. Если «застревание в кормлении» является основной причиной отказа, не покупайте более быстрое оборудование — сначала исправьте стабильность кормления и обучение.
Заводы часто гонятся за скоростью, а затем их наказывают браком, сверхурочными и недовольными клиентами. Лучший план — обеспечить стабильный результат:
При планировании вывода учитывайте скрытые затраты времени: обработку сращивания, очистку клея, смену лезвий и изменение размеров. Немного более медленная леска с меньшим количеством остановок может превзойти более быструю леску, которая постоянно нарушает ритм.
Большинство «загадочных проблем» трубопроводов являются замаскированными проблемами технического обслуживания. Защитите время безотказной работы с помощью скучных, но прибыльных привычек:
Один недооцененный совет: относитесь к клею как к контролируемому материалу, а не как к «тому, что есть в наличии». Стабильная вязкость и чистота нанесения приносят больше пользы для качества труб, чем многие дорогостоящие обновления.
A Машина для изготовления бумажных трубокэто не разовая покупка. Это долгосрочные производственные отношения. Поставщик, которого вы выберете, должен быть в состоянии объяснить настройки, устранить дефекты и помочь вам стандартизировать продукцию, а не просто доставить оборудование.
Если вы оцениваете поставщиков, ищите:
Для команд, которым нужен более структурированный подход, особенно при масштабировании мощностей:Вэньчжоу Feihua Printing Machinery Co., Ltd.часто рассматривается как вариант поставщика, поскольку многим покупателям нужно не только оборудование, но и практическое руководство по эксплуатации и стабильные производственные процессы, которые уменьшают зависимость от «героев-операторов».
Если ваши нынешние трубки страдают от неравномерного соединения, грязных краев или простоев, которые нарушают доставку, исправление редко происходит «быстрее». Настоящее решение – это соответствие правильномуМашина для изготовления бумажных трубокконфигурацию в соответствии со спецификациями вашей трубки, а затем создание повторяемого процесса, обеспечивающего стабильное качество даже при смене смен.
Готовы обсудить диапазон размеров труб, заданные допуски и производственные цели? Протяни руку исвязаться с намиизучить практический план машины и процесса, который подойдет вашему заводу, а не просто общее предложение.











